
Z7C tipi kilitleme aksamları

Bağlantı öncesi hazırlık
1. Şaftın ve kaplinin deliğinin boyutları, GB1957-81 "Düzgün Limit Düzenlemeleri"nde belirtilen ölçüler kullanılarak veya GB3177-82 "Pürüzsüz İş Parçası Boyutlarının Muayenesi"nde belirtilen yöntemlere göre test edilecektir.
2. Birleştirilen yüzey kirden, korozyondan ve hasardan arındırılmış olmalıdır.
3. Temiz genleşme manşonu yüzeyine ve bağlama parçasının kombinasyon yüzeyine eşit miktarda yağlama yağı (molibden sülfür katkı maddeleri içermeyen) uygulayın.
Genişletme manşonu kurulumu
1. Bağlı parçayı tasarımda belirtilen konuma ulaşacak şekilde mile doğru itin.
2. Kaplinin eğimini önlemek için gevşek vidanın genleşme manşonunu bağlantı deliğine düzgün bir şekilde yerleştirin ve ardından vidayı, vidanın sıkılmasında belirtilen yönteme göre sıkın.
Vida yöntemi
1. Genişletme manşonu vidaları, tork anahtarı kullanılarak çapraz ve çapraz yönde eşit şekilde sıkılmalıdır.
2. Tek vidanın torkunu, her tipteki genişletme manşonunun belirtilen değerine göre sıkın.
3. Vidayı sıkmadan önce boşluğu çıkarın ve vidayı prosedüre göre sıkın.
4. Vidaları sıkma prosedürü aşağıdaki gibidir:
A. Boşluğu giderdikten sonra 1/3MA değeriyle sıkın;
B. 1/2MA değeri ile sıkın;
C. MA değeriyle sıkın;
D. Tüm vidaları kontrol etmek için MA'yı kullanın.
Genişletme manşonunun çıkarılması
1. Tüm vidaları gevşetin ancak tüm vidaları çıkarmayın.
2. Çıkarma galvanizli vidayı çıkarın, çıkarma vidasını ön basınç halkasının yardımcı vida deliğine vidalayın, genleşme halkasını gevşetmek için genişletilmiş iletim elemanına hafifçe vurun ve ardından genişletme manşonunu dışarı çekin.
3. Farklı genişletme manşonu tipleri, sökme yöntemleri de farklıdır, çıkarma dişlerinin hasar görmesini önlemek için özelliklerini tam olarak anlamalı ve ardından sökme işlemini test etmelidir.
4. Z1 genleşme manşonunu çıkarırken, önce baskı plakasının vidasını gevşetin ve ardından çıkarılabilen genleşme halkasını gevşetmek için genişletilmiş transmisyon parçasına hafifçe vurun.
Savunma
1. Kurulumdan sonra, genleşme manşonunun açıktaki uç yüzüne ve vidanın başına bir kat pas önleyici gres uygulayın.
2. Makinenin açık havada veya kötü çalışma ortamında, açıktaki genleşme manşonunun uç yüzüne düzenli olarak pas önleyici gres sürülmelidir.
3. Aşındırıcı ortamlarda çalışması gereken genleşme manşonları için, genleşme manşonlarının korozyonunu önlemek amacıyla özel koruma (kapak plakası gibi) alınmalıdır.
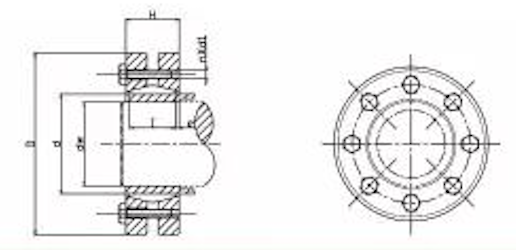
| Temel boyut | Nominal yük | Ağırlık | |||
| d | D | dw | Eksenel kuvvet Ft | Tork Dağı | ağırlık |
| Temel boyutlar(mm) | kN | kN-m | kg | ||
| 200 | 350 | 145 | 1291 | 93 | 50 |
| 150 | 1353 | 101.5 | |||
| 155 | 1409 | 109.2 | |||
| 160 | 1625 | 130 | |||
| 220 | 370 | 165 | 1703 | 140.5 | 65 |
| 170 | 1776 | 151 | |||
| 170 | 1835 | 156 | |||
| 240 | 405 | 180 | 1994 | 179,5 | 87 |
| 190 | 2137 | 203 | |||
| 190 | 2242 | 213 | |||
| 260 | 430 | 200 | 2390 | 239 | 100 |
| 210 | 2542 | 265 | |||
| 210 | 2686 | 282 | |||
| 280 | 460 | 220 | 2900 | 319 | 132 |
| 230 | 3087 | 355 | |||
| 230 | 2965 | 341 | |||
| 300 | 485 | 240 | 3175 | 381 | 140 |
| 245 | 3273 | 401 | |||
| 320 | 520 | 240 | 3317 | 398 | 165 |
| 250 | 3536 | 442 | |||
| 260 | 3738 | 486 | |||
| 340 | 570 | 250 | 4080 | 510 | 240
|
| 260 | 4307 | 560 | |||
| 270 | 4519 | 610 | |||
| 360
| 590
| 280 | 4707 | 659 | 250
|
| 290 | 4931 | 715 | |||
| 295 | 5044 | 744 | |||
| 390
| 660
| 300 | 5733 | 860 | 350
|
| 310 | 5903 | 915 | |||
| 320 | 6063 | 970 | |||
| 420
| 690
| 330 | 6182 | 1020 | 410
|
| 340 | 6470 | 1100 | |||
| 350 | 6743 | 1180 | |||
| 460
| 770
| 360 | 7222 | 1300 | 540
|
| 370 | 7514 | 1390 | |||
| 380 | 7789 | 1480 | |||
| 500 | 850 | 400 | 9400 | 1880 | 750 |
| 410 | 9659 | 1980 | |||
| 420 | 9905 | 2080 | |||





